English
English русский
русский Español
Español عربى
عربى

Content
- 1 The Short Answer: Two Mixers Built for Different Jobs
- 2 Rotor Design: The Most Fundamental Structural Difference
- 3 Shear Intensity and Mixing Mechanism Compared
- 4 Discharge Mechanism: How the Mixed Material Exits
- 5 Chamber Design and Fill Factor
- 6 Temperature Control Capabilities
- 7 Industries and Applications: Where Each Machine Is Used
- 8 Capacity and Scale of Operation
- 9 Energy Consumption and Operating Costs
- 10 Dispersion Kneader vs Banbury: When They Overlap
- 11 Cleaning, Changeover, and Flexibility
- 12 Automation and Process Control Integration
- 13 How to Choose Between a Banbury Mixer and a Kneader Mixer
The Short Answer: Two Mixers Built for Different Jobs
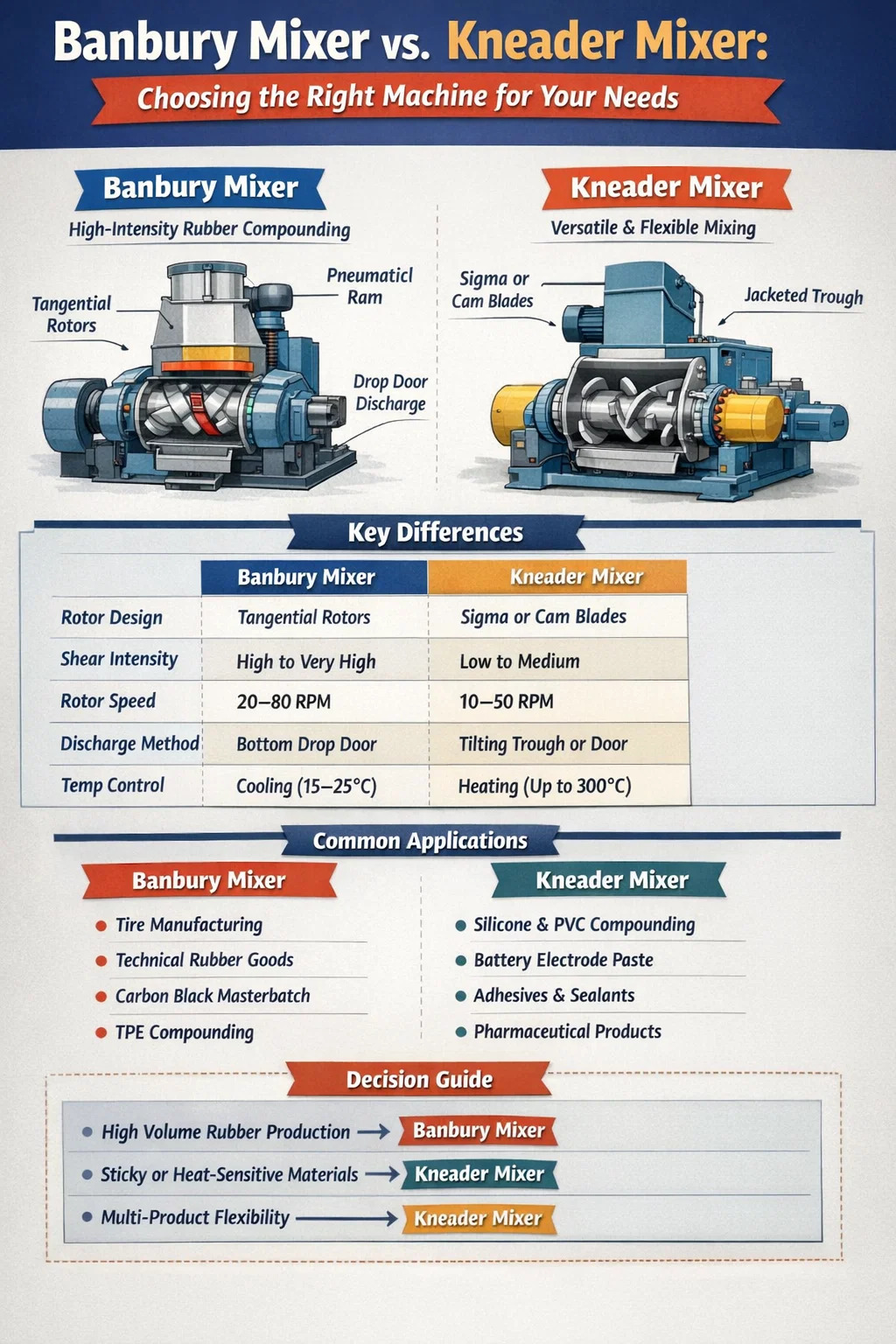
A Banbury mixer and a kneader mixer both process viscous materials through mechanical shear — but they are engineered for fundamentally different workloads, pressures, and output scales. A Banbury mixer is an internal batch mixer designed for high-intensity compounding of rubber and plastic, while a kneader mixer (also called a kneader or dispersion kneader) handles a broader range of materials with lower shear intensity and more flexible discharge options. Choosing between them is not just a matter of preference — it directly affects product quality, energy consumption, and operational cost.
The Banbury mixer is technically a trademarked type of internal mixer, originally developed by Fernley Banbury in 1916 and commercialized by Farrel Corporation. Today the term is widely used generically to describe any tangential-rotor internal mixer used in rubber compounding. A kneader, by contrast, refers to a class of machines that includes both internal kneaders and sigma-blade kneaders, used across industries from food processing to adhesives, sealants, battery paste, and polymer blending.
Understanding their differences in rotor design, shear characteristics, fill factor, temperature control, and discharge mechanism will help you make the right selection for your production line.
Rotor Design: The Most Fundamental Structural Difference
The rotor is the heart of any mixing machine, and the rotor geometry defines how each machine processes material.
Banbury Mixer Rotors
A Banbury mixer uses two counter-rotating rotors enclosed within a figure-8 shaped mixing chamber. These rotors are typically of the tangential type, meaning the rotors do not intermesh — they rotate in opposite directions but their flight tips pass through the chamber tangentially, not through each other's path. Some advanced internal mixers use intermeshing rotors (as in certain GK-series machines), which produce more distributive mixing and lower heat generation, but the classic Banbury design is tangential.
The rotors are helical with specific tip clearances — typically between 1mm and 5mm from the chamber wall — which generates the intense shear required to break down carbon black agglomerates, disperse curatives, and homogenize compound batches in rubber processing.
Kneader Mixer Rotors
A kneader uses a completely different rotor concept. The most common type is the sigma (Σ) blade, which consists of two S-shaped blades rotating at differential speeds — typically at a ratio of 3:2 — in a trough-style open or closed chamber. The blades intermesh partially and generate a folding, stretching, and squeezing action rather than high-speed shear.
In a dispersion kneader (also called an internal kneader or cam-type kneader), the rotor geometry is closer to the Banbury design, featuring cam-shaped or blade-type rotors, but operating at lower rotor speeds and with a more pronounced kneading action. These are often used in PVC compounding, silicone rubber mixing, and battery electrode paste production.
Shear Intensity and Mixing Mechanism Compared
Shear intensity is perhaps the most operationally important difference between the two machine types.
| Parameter | Banbury Mixer | Kneader Mixer |
|---|---|---|
| Rotor Speed (typical) | 20 – 80 RPM | 10 – 50 RPM |
| Shear Intensity | High to Very High | Low to Medium |
| Mixing Type | Dispersive + Distributive | Distributive + Kneading |
| Heat Generation | High (requires active cooling) | Moderate |
| Ram/Float Mechanism | Yes (pneumatic/hydraulic ram) | Optional (internal kneader) |
| Discharge Method | Drop door (bottom) | Tilting trough or drop door |
The Banbury mixer's high shear environment is critical for dispersive mixing — the breaking apart of agglomerates and forcing fillers into the polymer matrix. This is why carbon black, silica, and other reinforcing fillers in tire compounds require a Banbury-type machine. A kneader's gentler action excels at distributive mixing, where the goal is uniform spatial distribution of components without necessarily breaking hard agglomerates.
For example, mixing a battery cathode slurry (lithium iron phosphate + PVDF binder + NMP solvent) requires careful distributive mixing without excessive shear that could damage particle structure — a kneader is the preferred tool here, not a Banbury machine.
Discharge Mechanism: How the Mixed Material Exits
The way material exits the mixer has significant downstream consequences for how processes are designed.
Banbury Mixer Drop Door
The Banbury mixer discharges via a hinged drop door at the bottom of the mixing chamber. When the mixing cycle is complete, the door swings open and the hot compound drops directly onto a mill, conveyor, or extruder below. This process is fast — discharge typically takes under 10 seconds — and the batch drops as a single coherent slab. In a typical tire plant, the discharged batch goes directly to an open mill or batch-off unit for sheeting and cooling.
The drop door design means the machine is optimized for high throughput and continuous batch cycling. Large industrial Banbury mixers can process batch sizes from 100 liters to over 600 liters, cycling every 3 to 5 minutes depending on compound complexity.
Kneader Mixer Tilting or Door Discharge
Kneader mixers — particularly sigma-blade kneaders — discharge by tilting the entire mixing trough, which rotates 180° to pour the material out. Some kneaders also have a discharge door or screw extruder attached directly to the trough for continuous output. This tilting mechanism makes kneaders more flexible for handling materials of different viscosities and flow characteristics, including pastes, putties, and sticky masses that would not cleanly drop from a Banbury-type door.
Internal kneaders (dispersion kneaders) may use a bottom drop door similar to the Banbury design, but they are generally smaller in scale — typical lab kneaders range from 0.3 liters to 75 liters, while production kneaders go up to approximately 200 liters.
Chamber Design and Fill Factor
Both machines operate as batch mixers, but the geometry of their chambers affects fill factor and mixing efficiency in different ways.
A Banbury mixer uses an enclosed figure-8 chamber with a floating weight or ram that forces material downward against the rotors. The fill factor — the ratio of material volume to total chamber volume — is typically maintained between 0.65 and 0.80. Underfilling reduces shear efficiency; overfilling prevents proper rotor action and can damage the machine or produce inhomogeneous compound. The ram pressure, often set between 0.4 and 0.8 MPa, plays a critical role in determining the level of dispersive mixing achieved.
A kneader mixer has an open or semi-enclosed trough chamber. Sigma-blade kneaders are often loaded by hand or conveyor from above with no ram mechanism. The fill factor for kneaders is typically 40% to 70% of the trough volume, depending on material density and viscosity. Because there is no ram pressing material against the blades, highly viscous materials may not circulate efficiently unless the fill level and blade geometry are carefully matched to the material's flow behavior.
This is a practical limitation of kneaders for high-viscosity rubber compounds — without ram pressure, it is difficult to achieve the shear intensity needed for adequate filler dispersion in a reasonable cycle time.
Temperature Control Capabilities
Temperature management is a critical factor in both machines, but their systems differ significantly.
Banbury Mixer Cooling
The intense mechanical work in a Banbury mixer generates substantial heat. Rubber compound temperatures can reach 150°C to 200°C during mixing, depending on rotor speed, ram pressure, and compound formulation. The chamber walls, rotors, and drop door are all internally cooled through drilled channels carrying chilled water, typically at 15°C to 25°C. Some machines use temperature-controlled oil for more precise heat management.
Precise temperature control in a Banbury mixer is critical to prevent premature vulcanization (scorch), manage viscosity evolution, and ensure consistent final compound properties. Modern Banbury mixers use closed-loop temperature control systems tied to thermocouples embedded in the chamber wall.
Kneader Mixer Temperature Control
Kneaders generate less heat due to their lower shear intensity. However, many applications — such as hot melt adhesive production, thermoplastic compounding, or silicone mixing — require the chamber to be actively heated rather than cooled. Kneader troughs are typically jacketed, allowing circulation of steam, hot oil, or water to maintain temperatures ranging from ambient to 300°C, depending on the model and application.
This heating capability is one area where kneaders hold a clear advantage — they can process materials that need to be softened or melted before mixing begins, which is not a typical use case for a Banbury-type machine.
Industries and Applications: Where Each Machine Is Used
The application profiles of the two machines overlap in some areas but diverge sharply in others.
Primary Applications of Banbury Mixers
- Tire manufacturing: tread compounds, sidewall compounds, bead filler, inner liner
- Technical rubber goods: seals, gaskets, hoses, belts, vibration dampers
- Carbon black masterbatch preparation
- Thermoplastic elastomer (TPE) compounding
- Polyethylene and polypropylene compounding with high filler loadings
- EPDM, NBR, SBR, NR compound preparation
Primary Applications of Kneader Mixers
- Silicone rubber mixing (HTV and RTV silicones)
- PVC compounding and dry blending
- Battery electrode paste (anode/cathode slurry preparation)
- Hot melt adhesives and pressure-sensitive adhesives
- Sealants and caulks (polysulfide, polyurethane, MS polymer)
- Gum base and chewing gum manufacturing
- Pharmaceutical granulation and API blending
- Carbon electrode paste for aluminum smelting
- Pigment paste and ink concentrate preparation
The kneader's versatility across such a wide range of industries comes from its adaptable design. A dispersion kneader used in silicone mixing looks very different from a sigma-blade kneader used in adhesive production, yet both are grouped under the kneader category because they share the fundamental principle of kneading action over high-shear dispersive action.
Capacity and Scale of Operation
Production scale is a major factor when selecting between these two machine types.
Banbury-type internal mixers dominate at the industrial production scale. A standard production Banbury mixer from manufacturers like Farrel, HF Mixing Group, or Kobe Steel may have chamber volumes of 270L, 370L, 430L, or 650L. A 270L machine can process rubber batches weighing approximately 200–250 kg per cycle, running 10–20 batches per hour depending on cycle time. That equates to throughputs of 2,000 to 5,000 kg per hour on a single machine — essential for high-volume tire plants producing thousands of tires daily.
Kneaders are more commonly found at small to medium scale. Industrial production kneaders for rubber or adhesive applications typically range from 50L to 200L. Throughput per hour is lower due to longer mixing cycles (often 15–45 minutes per batch for adhesives or silicones) and slower discharge. However, for specialty chemicals, pharmaceuticals, and battery materials, the kneader's ability to handle sticky, paste-like, or thermally sensitive materials outweighs any scale disadvantage.
For R&D and quality control purposes, laboratory kneaders such as the Brabender Plastograph or Thermo Scientific Haake Rheomix are widely used in both rubber and polymer industries. These devices operate at volumes of 30–350 mL and are used to develop formulations, measure viscosity evolution, and test dispersion quality before scale-up — functions that a lab-scale Banbury internal mixer serves as well, though with higher shear intensity.
Energy Consumption and Operating Costs
Energy efficiency has become increasingly important as energy costs rise and sustainability targets become more stringent in manufacturing.
A large production Banbury mixer draws considerable power — drive motors rated at 1,000 to 5,000 kW are common on full-scale industrial machines. However, because of their high throughput and short cycle times, the energy consumed per kilogram of mixed compound is generally competitive when running at design capacity. The main energy losses come from heat generated in the compound that must then be removed by the cooling system.
Kneaders use considerably less power — typical motors range from 2 kW to 200 kW depending on chamber size and material viscosity. For small-scale specialty production, this lower energy draw, combined with the machine's ability to process materials that cannot be handled in a Banbury, makes kneaders the economically sensible choice. Running a 1,000 kW Banbury machine to process a 100L batch of adhesive would be cost-prohibitive and technically inappropriate.
From a maintenance perspective, Banbury mixers have higher wear rates on rotor tips and chamber walls due to the intense shear environment, particularly when processing abrasive fillers like silica. Rotor rebuild or replacement can cost tens of thousands of dollars and require scheduled downtime. Kneader sigma blades and trough linings also wear, but typically at a lower rate, and replacement is generally less expensive.
Dispersion Kneader vs Banbury: When They Overlap
The most direct comparison to a Banbury mixer within the kneader family is the dispersion kneader — an enclosed, ram-type internal mixer with cam-shaped or blade-type rotors that closely resembles the Banbury in external appearance and operational concept.
Dispersion kneaders are widely used in Asia — particularly in China, Japan, South Korea, and India — for rubber compounding in small to medium tire plants, footwear, and rubber goods manufacturing. Manufacturers such as Kansai Roll, Dalian Rubber & Plastics Machinery, and Uttam Rubtech produce dispersion kneaders that directly compete with smaller Banbury internal mixers in the 10L–75L range.
The key differences between a dispersion kneader and a true Banbury internal mixer in this competitive zone are:
- Rotor geometry: Banbury uses high-twist helical rotors optimized for rubber shear; dispersion kneaders use simpler cam or blade rotors with lower twist angles
- Shear intensity: Banbury delivers higher peak shear stress, beneficial for hard-to-disperse fillers
- Capital cost: Dispersion kneaders are generally 30%–60% less expensive than an equivalent-volume Banbury-type mixer
- Maintenance: Simpler rotor profiles mean easier maintenance and lower cost of wear parts
- Compound quality ceiling: For demanding applications like high-performance silica-based tire tread, the Banbury achieves better filler dispersion metrics (as measured by bound rubber content and payne effect values)
For many standard rubber compound applications — footwear outsoles, industrial hoses, seals, non-critical automotive parts — the dispersion kneader produces acceptable quality at significantly lower cost. This is why dispersion kneaders dominate the small-scale rubber compounding market in developing economies.
Cleaning, Changeover, and Flexibility
For operations running multiple products or formulations on the same machine, cleaning and changeover time are critical operational parameters.
Banbury mixers are notoriously difficult to clean between different compound formulations. The enclosed, pressurized chamber means that cleaning requires running purge compounds — typically natural rubber or EPDM — through the machine to displace residual material before running a new recipe. For a large production Banbury, a full color or formulation changeover can take 30 minutes to several hours, depending on the degree of contamination risk. This is why tire plants typically dedicate specific Banbury machines to specific compound families rather than switching frequently.
Kneaders, particularly sigma-blade machines, have a significant advantage here. Because the trough is open or semi-open and the blades are accessible after discharge, manual cleaning between batches is straightforward. Scrapers, spatulas, and solvent wipes can remove residual material efficiently. Some kneaders have removable sigma blades and interchangeable troughs, making it practical to maintain separate sets for different product lines and swap them in minutes. This flexibility makes kneaders the standard choice in adhesive plants, pharmaceutical facilities, and specialty chemical operations where multiple products share the same equipment.
Automation and Process Control Integration
Both machine types have evolved significantly in terms of automation and data integration, though Banbury mixers have historically driven more advanced process control development due to the critical quality requirements of tire manufacturing.
Modern Banbury mixers in tire plants are integrated into fully automated compounding lines that include gravimetric weighing of all ingredients (polymers, carbon black, oils, curatives), automatic ingredient charging via conveyor and carousel systems, real-time monitoring of ram pressure, rotor speed, compound temperature, and power consumption, and automatic batch discharge triggered by predetermined dump criteria such as compound temperature reaching a target value or total specific energy input (SEI) reaching a set point in kWh/kg.
SEI-based dump control is particularly valuable because it correlates well with mixing completeness and is less sensitive to ambient temperature variation than time-based dump control. Target SEI values for standard passenger car tire tread compound master batches typically fall in the range of 0.08 to 0.14 kWh/kg, depending on formulation and desired dispersion level.
Kneaders used in industrial production increasingly incorporate PLC-based control systems with touchscreen interfaces, recipe management, torque monitoring, and automatic ingredient addition. In battery electrode paste production, for instance, process control is critical to achieving consistent paste rheology — kneader control systems monitor torque and temperature continuously and adjust blade speed in real time to maintain mixing conditions within specification.
How to Choose Between a Banbury Mixer and a Kneader Mixer
The decision framework below will help you identify the right machine for your specific process:
| Process Requirement | Recommended Machine | Reason |
|---|---|---|
| High-volume rubber compounding (>500 kg/hr) | Banbury Mixer | High throughput, optimized shear |
| Silicone rubber mixing (HTV/RTV) | Kneader (Dispersion or Sigma) | Gentle mixing, easy cleaning |
| Adhesive or sealant production | Sigma-Blade Kneader | Handles paste/sticky materials, easy discharge |
| Battery electrode paste | Planetary or Internal Kneader | Low shear, controlled vacuum option |
| Tire compound with silica filler | Banbury (Intermeshing Rotor) | Better silica dispersion, lower heat buildup |
| Small-scale rubber compounding (R&D or small plant) | Dispersion Kneader | Lower cost, adequate quality for most grades |
| Multi-product specialty chemicals | Kneader | Easy changeover, flexible discharge |
If your process involves high-viscosity polymer or rubber compounds that require intensive dispersive mixing at high throughput, the Banbury-type internal mixer is the industry-established solution with a proven track record going back over a century. If your process involves paste-like materials, temperature-sensitive components, multi-product flexibility, or moderate shear requirements, a kneader mixer in the appropriate configuration will serve you better — and likely at lower capital and operating cost.
In practice, many manufacturing facilities use both types — a Banbury for high-volume rubber base compound production and one or more kneaders for specialty products, prototyping, or materials that cannot be processed in the Banbury. Treating the two machine types as complementary rather than competing is often the most pragmatic approach when product diversity is a factor in your operations.